Filament csere Cura 4.6.1-ben

Gyakran előfordulhat, hogy egy modell nyomtatása esetén szükség volna több szín használatára is, viszont a nyomtatónk csak egy extruder-rel rendelkezik.
Ebben a bejegyzésben ennek a problémának a megoldására mutatok egy példát.
A példában az alábbi egyszerű modellen fogom bemutatni a módszert:
0.2 mm rétegvastagsággal kerül szeletelésre, melyből adódóan a Cura 16 rétegre szeletelte a modellt.
A modell felső peremét és logót szeretném más színnel nyomtatni, amely az utolsó 6 rétegen helyezkedik el. Ebből adódóan úgy kell szerkeszteni a gcode-ot, hogy a 10. réteg után tartson egy szünetet a nyomtató, amíg kicseréljük a filamentet. Természetesen ez megoldható manuálisan is a gcode texteditor-ral való szerkesztésével, de sokkal egyszerűbb, ha erre a Cura saját beépített eszközét használjuk.
Navigáljunk az Extensions > Post Processing > Modify G-Code menüpontra!

A megjelenő ablakban kattintsunk az Add a script legördülő menüre és válasszuk ki a Pause at height menüpontot!
Ezt követően az alábbi paramétereket kell meghatároznunk:

Jelen esetben rétegszám szerint fogjuk megadni, hogy hol álljon meg a nyomtató, tehát állítsuk át a Pause at értékét Layer No. értékre! Ha ez megvan, akkor meg kell határozni, hogy melyik rétegnél szeretnénk filamentet cserélni (Pause Layer). Nagyon fontos, hogy az azon réteg előtti réteg számát adjuk meg, amelyet már az új színnel szeretnénk nyomtatni. A példában szereplő modell esetében ez az alábbiak szerint alakul:
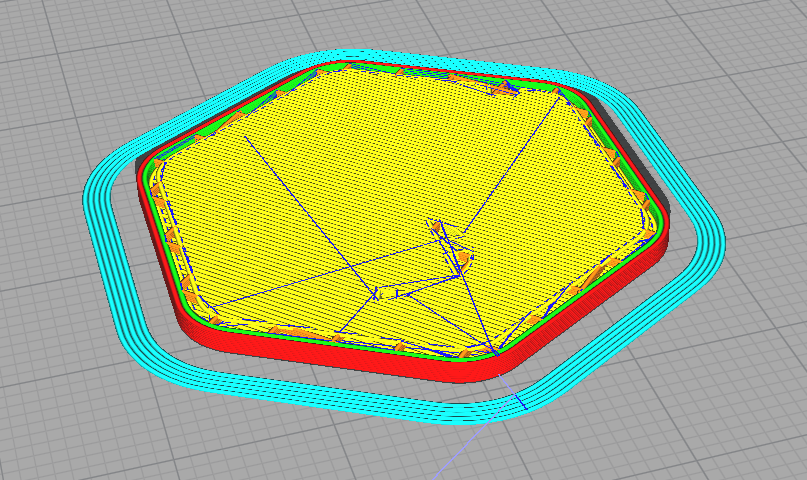
Az utolsó réteg, amelyen még nem szerepel a Lafi logó a 10.:
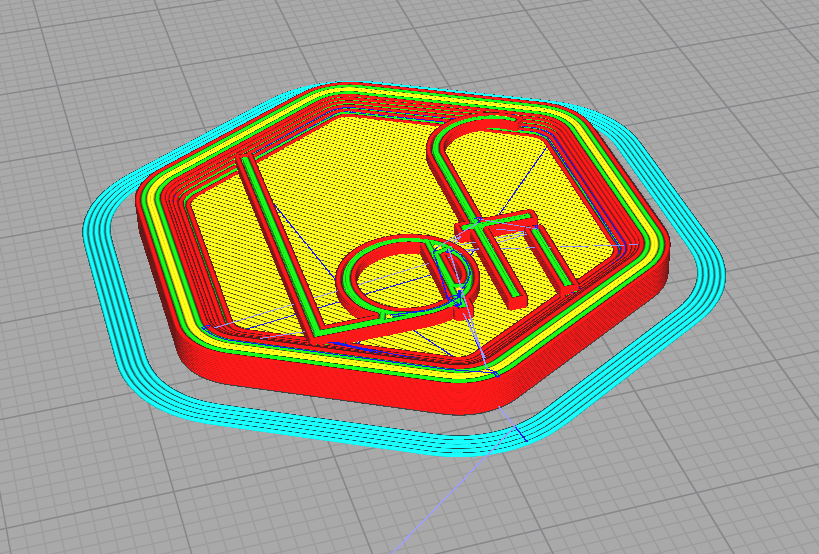
Az első réteg pedig a 11. melyen már megjelenik a logó:

Tehát a fentiek alapján a Pause Layer értéke 10 lesz, ugyanis a gyakorlat azt mutatja, hogy a script úgy működik, hogy az itt beállított réteg befejezését követően áll meg a nyomtatás.
A Disarm timeout értékét olyan nyomtatók esetében érdemes beállítani, melyek firmware-e úgy működik, hogy pause után adott idő után automatikusan kikapcsolja a stepper motorokat. Amennyiben ez bekövetkezik a filament csere során, abban az esetben elmozdulhat a nyomtatófej és ez végzetesen befolyásolhatja a nyomtatás sikerességét. Az értéket másodpercekben kell meghatározni.
A Park Print Head X és Park Print Head Y állítható be, hogy hova mozogjon a nyomtatófej a pause során. Itt érdemes a build plate egy olyan koordinátáját megadni, ami kívül esik a nyomtatott modell által elfoglalt területen.
A Retraction mértékét nyomtató válogatja, de a Retraction Speed lehetőleg legyen minél gyorsabb. Jelen esetben ez 50 mm/s.
A Standby Temperature határozza meg, hogy a pause, vagyis a filament csere során milyen hőmérsékletű legyen a hot end, ezt az adott filament nyomtatási hőmérséklete alapján kell beállítani.
Szólj hozzá!